- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Pogovorite se o tem, kako izbrati paket industrijske jedrne plošče
V procesu industrijskih projektov je ob upoštevanju obvladljivosti napredka pri razvoju vezja in tveganj uporaba bolj zrele jedrne plošče za spodbujanje razvoja in izvajanja projekta postala prva izbira večine inženirjev. Kako torej izbrati način povezave med jedrno ploščo in hrbtno ploščo, to je paketom jedrne plošče? Kakšne so prednosti in slabosti različnih paketov? In kakšni so previdnostni ukrepi v postopku uporabe po izbiri? Danes bomo govorili o teh vprašanjih.
Jedrna plošča je elektronska matična plošča, ki združuje in zajema osnovne funkcije računalnika MINI PC. Večina jedrnih plošč vključuje CPE, naprave za shranjevanje in zatiče, ki so povezani s podporno hrbtno ploščo prek zatičev. Ker osrednja plošča združuje skupne funkcije jedra, ima vsestranskost, da je osrednjo ploščo mogoče prilagoditi za vrsto različnih hrbtnih plošč, kar močno izboljša razvojno učinkovitost mikroračunalnika z enim čipom. Ker je jedrna plošča ločena kot neodvisen modul, tudi zmanjša težavnost razvoja in poveča stabilnost in vzdržljivost sistema. Zlasti pri nujnih in pomembnih projektih obstajajo negotovosti glede časa razvoja in tveganja visoke hitrosti strojne opreme in razvoja gonilnikov na nizki ravni iz ravni IC R
Seveda bomo zaradi številnih parametrov jedrne plošče in omejenega prostora tega članka tokrat govorili le o embalaži jedrne plošče. Embalaža osnovne plošče je povezana s priročnostjo prihodnje proizvodnje izdelkov, donosom proizvodnje, stabilnostjo terenskih poskusov, življenjsko dobo terenskih poskusov, priročnostjo odpravljanja težav in pozicioniranja izdelkov z napako itd. Spodaj obravnavamo dve pogosto uporabljeni obliki embalaže iz jedrne plošče.
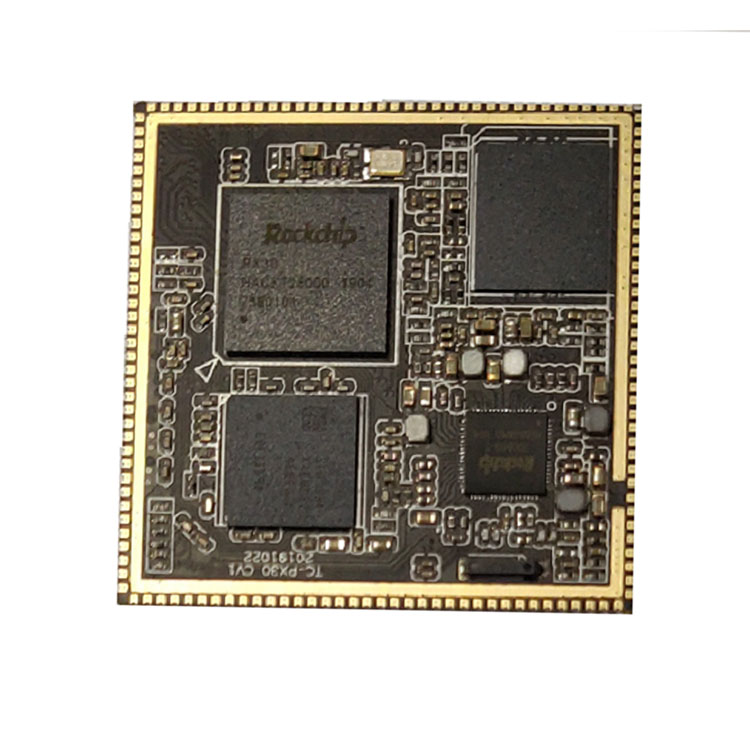
1. Paket tipa luknje za žig
Paket z luknjo za žig je všeč elektronskim inženirjem zaradi videza, podobnega IC, in zmožnosti uporabe metod spajkanja in pritrjevanja, podobnih IC. Zato veliko vrst jedrnih plošč na trgu uporablja to vrsto paketa. Ta vrsta paketa je zelo čvrsta zaradi načina povezave in pritrditve osnovne plošče z varjenjem, zelo primerna pa je tudi za uporabo na mestih z visoko vlažnostjo in visokimi tresljaji. Na primer otoški projekti, projekti rudnikov premoga in projekti obratov za predelavo hrane. Te vrste uporabe imajo značilnosti visoke temperature, visoke vlažnosti in visoke korozije. Luknja za žig je še posebej primerna za tovrstne projektne priložnosti zaradi svoje stabilne metode varjenja priključne točke.
Seveda ima embalaža lukenj za žig tudi nekaj inherentnih omejitev ali pomanjkljivosti, kot so: nizek proizvodni izkoristek varjenja, neprimernost za večkratno varjenje z reflowom, neprijetno vzdrževanje, razstavljanje in zamenjava itd.
Če je torej zaradi zahtev aplikacije treba izbrati paket lukenj za žig, je treba biti pozoren na naslednje: za zagotovitev stopnje varjenja se uporablja popolnoma ročno varjenje, strojno varjenje pa se ne sme uporabljati še zadnjič, da prilepite jedrno ploščo, stopnja odpadkov pa je visoka. Priprava. Zlasti je treba posebej navesti zadnjo točko, ker je večina plošč z jedrom lukenj za žig izbrana tako, da dobi polarno stopnjo popravila po prihodu izdelka na lokacijo, zato je treba sprejeti različne težave pri proizvodnji in vzdrževanju lukenj za žig embalažo, sprejeti pa je treba tudi stopnjo odpada in skupne stroške. Visoke lastnosti.
2. Natančna embalaža priključkov od plošče do plošče
Če so neprijetnosti pri proizvodnji in vzdrževanju, ki jih povzroča embalaža z luknjami za žig, res nesprejemljive, je morda boljša izbira natančna embalaža priključkov od plošče do plošče. Ta vrsta paketa sprejme moške in ženske vtičnice, jedrne plošče med proizvodnim procesom ni treba variti in jo je mogoče vstaviti; postopek vzdrževanja je primeren za odklop in zamenjavo; odpravljanje težav lahko zamenja osnovno ploščo za primerjavo. Zato paket sprejmejo tudi številni izdelki, paket pa je mogoče priključiti, kar je priročno za proizvodnjo, vzdrževanje in zamenjavo. Poleg tega je zaradi velike gostote zatičev paketa mogoče narisati več zatičev v majhni velikosti, zato je jedrna plošča te vrste paketa majhna. Primeren je za vgradnjo v izdelke z omejeno velikostjo izdelka, kot so obcestni video vložki, ročni čitalniki števcev itd.
Seveda je tudi zaradi relativno visoke gostote zatičev, zaradi česar je nekoliko težje spajkati žensko osnovo spodnje plošče, zlasti v vzorčni fazi izdelka. Ko inženir izvaja ročno varjenje, je veliko inženirjev že dojelo postopek ročnega varjenja te vrste paketa. nora. Nekateri prijatelji so med varjenjem stopili plastiko ženske vtičnice, nekateri so povzročili kos
Žensko vtičnico, ki temelji na tem paketu, je težko spajkati, zato je tudi v fazi vzorčenja najbolje, da za spajkanje prosite strokovno osebje za spajkanje ali pa jo spajkate s strojem za postavitev. Če gre res za brezpogojno strojno varjenje, je tukaj tudi ročni postopek varjenja z razmeroma visoko uspešnostjo varjenja:
1. Enakomerno razporedite spajkanje na blazinice (upoštevajte, da ne preveč, preveč spajkala bo ženski sedež visoko, in ne premalo, premalo bo povzročilo lažno spajkanje);
2. Poravnajte ženski sedež s podlogo (upoštevajte, da pri nakupu ženskega sedeža izberite ženski sedež s fiksnim drogom za enostavno poravnavo);
Jedrna plošča je elektronska matična plošča, ki združuje in zajema osnovne funkcije računalnika MINI PC. Večina jedrnih plošč vključuje CPE, naprave za shranjevanje in zatiče, ki so povezani s podporno hrbtno ploščo prek zatičev. Ker osrednja plošča združuje skupne funkcije jedra, ima vsestranskost, da je osrednjo ploščo mogoče prilagoditi za vrsto različnih hrbtnih plošč, kar močno izboljša razvojno učinkovitost mikroračunalnika z enim čipom. Ker je jedrna plošča ločena kot neodvisen modul, tudi zmanjša težavnost razvoja in poveča stabilnost in vzdržljivost sistema. Zlasti pri nujnih in pomembnih projektih obstajajo negotovosti glede časa razvoja in tveganja visoke hitrosti strojne opreme in razvoja gonilnikov na nizki ravni iz ravni IC R
Seveda bomo zaradi številnih parametrov jedrne plošče in omejenega prostora tega članka tokrat govorili le o embalaži jedrne plošče. Embalaža osnovne plošče je povezana s priročnostjo prihodnje proizvodnje izdelkov, donosom proizvodnje, stabilnostjo terenskih poskusov, življenjsko dobo terenskih poskusov, priročnostjo odpravljanja težav in pozicioniranja izdelkov z napako itd. Spodaj obravnavamo dve pogosto uporabljeni obliki embalaže iz jedrne plošče.
1. Paket tipa luknje za žig
Paket z luknjo za žig je všeč elektronskim inženirjem zaradi videza, podobnega IC, in zmožnosti uporabe metod spajkanja in pritrjevanja, podobnih IC. Zato veliko vrst jedrnih plošč na trgu uporablja to vrsto paketa. Ta vrsta paketa je zelo čvrsta zaradi načina povezave in pritrditve osnovne plošče z varjenjem, zelo primerna pa je tudi za uporabo na mestih z visoko vlažnostjo in visokimi tresljaji. Na primer otoški projekti, projekti rudnikov premoga in projekti obratov za predelavo hrane. Te vrste uporabe imajo značilnosti visoke temperature, visoke vlažnosti in visoke korozije. Luknja za žig je še posebej primerna za tovrstne projektne priložnosti zaradi svoje stabilne metode varjenja priključne točke.
Seveda ima embalaža lukenj za žig tudi nekaj inherentnih omejitev ali pomanjkljivosti, kot so: nizek proizvodni izkoristek varjenja, neprimernost za večkratno varjenje z reflowom, neprijetno vzdrževanje, razstavljanje in zamenjava itd.
Če je torej zaradi zahtev aplikacije treba izbrati paket lukenj za žig, je treba biti pozoren na naslednje: za zagotovitev stopnje varjenja se uporablja popolnoma ročno varjenje, strojno varjenje pa se ne sme uporabljati še zadnjič, da prilepite jedrno ploščo, stopnja odpadkov pa je visoka. Priprava. Zlasti je treba posebej navesti zadnjo točko, ker je večina plošč z jedrom lukenj za žig izbrana tako, da dobi polarno stopnjo popravila po prihodu izdelka na lokacijo, zato je treba sprejeti različne težave pri proizvodnji in vzdrževanju lukenj za žig embalažo, sprejeti pa je treba tudi stopnjo odpada in skupne stroške. Visoke lastnosti.
2. Natančna embalaža priključkov od plošče do plošče
Če so neprijetnosti pri proizvodnji in vzdrževanju, ki jih povzroča embalaža z luknjami za žig, res nesprejemljive, je morda boljša izbira natančna embalaža priključkov od plošče do plošče. Ta vrsta paketa sprejme moške in ženske vtičnice, jedrne plošče med proizvodnim procesom ni treba variti in jo je mogoče vstaviti; postopek vzdrževanja je primeren za odklop in zamenjavo; odpravljanje težav lahko zamenja osnovno ploščo za primerjavo. Zato paket sprejmejo tudi številni izdelki, paket pa je mogoče priključiti, kar je priročno za proizvodnjo, vzdrževanje in zamenjavo. Poleg tega je zaradi velike gostote zatičev paketa mogoče narisati več zatičev v majhni velikosti, zato je jedrna plošča te vrste paketa majhna. Primeren je za vgradnjo v izdelke z omejeno velikostjo izdelka, kot so obcestni video vložki, ročni čitalniki števcev itd.
Seveda je tudi zaradi relativno visoke gostote zatičev, zaradi česar je nekoliko težje spajkati žensko osnovo spodnje plošče, zlasti v vzorčni fazi izdelka. Ko inženir izvaja ročno varjenje, je veliko inženirjev že dojelo postopek ročnega varjenja te vrste paketa. nora. Nekateri prijatelji so med varjenjem stopili plastiko ženske vtičnice, nekateri so povzročili kos
Žensko vtičnico, ki temelji na tem paketu, je težko spajkati, zato je tudi v fazi vzorčenja najbolje, da za spajkanje prosite strokovno osebje za spajkanje ali pa jo spajkate s strojem za postavitev. Če gre res za brezpogojno strojno varjenje, je tukaj tudi ročni postopek varjenja z razmeroma visoko uspešnostjo varjenja:
1. Enakomerno razporedite spajkanje na blazinice (upoštevajte, da ne preveč, preveč spajkala bo ženski sedež visoko, in ne premalo, premalo bo povzročilo lažno spajkanje);
2. Poravnajte ženski sedež s podlogo (upoštevajte, da pri nakupu ženskega sedeža izberite ženski sedež s fiksnim drogom za enostavno poravnavo);
3. S spajkalnikom pritisnite vsak zatič enega za drugim, da dosežete namen varjenja (upoštevajte, da se stisne ločeno, predvsem zato, da zagotovite, da na vsakem zatiču ni kratkega stika, in da dosežete namen varjenja).